
When a customer in the food processing industry was seeking an upgrade to their boiler equipment, the engineers at Customized Thermal Applications reviewed their process requirements and recommended the use of a direct fired water heating system instead.
Their current boiler system was old and inefficient, and the combination of energy and thermal efficiency provided by the QuikWater® systems brought a considerable economy to their processing operations.
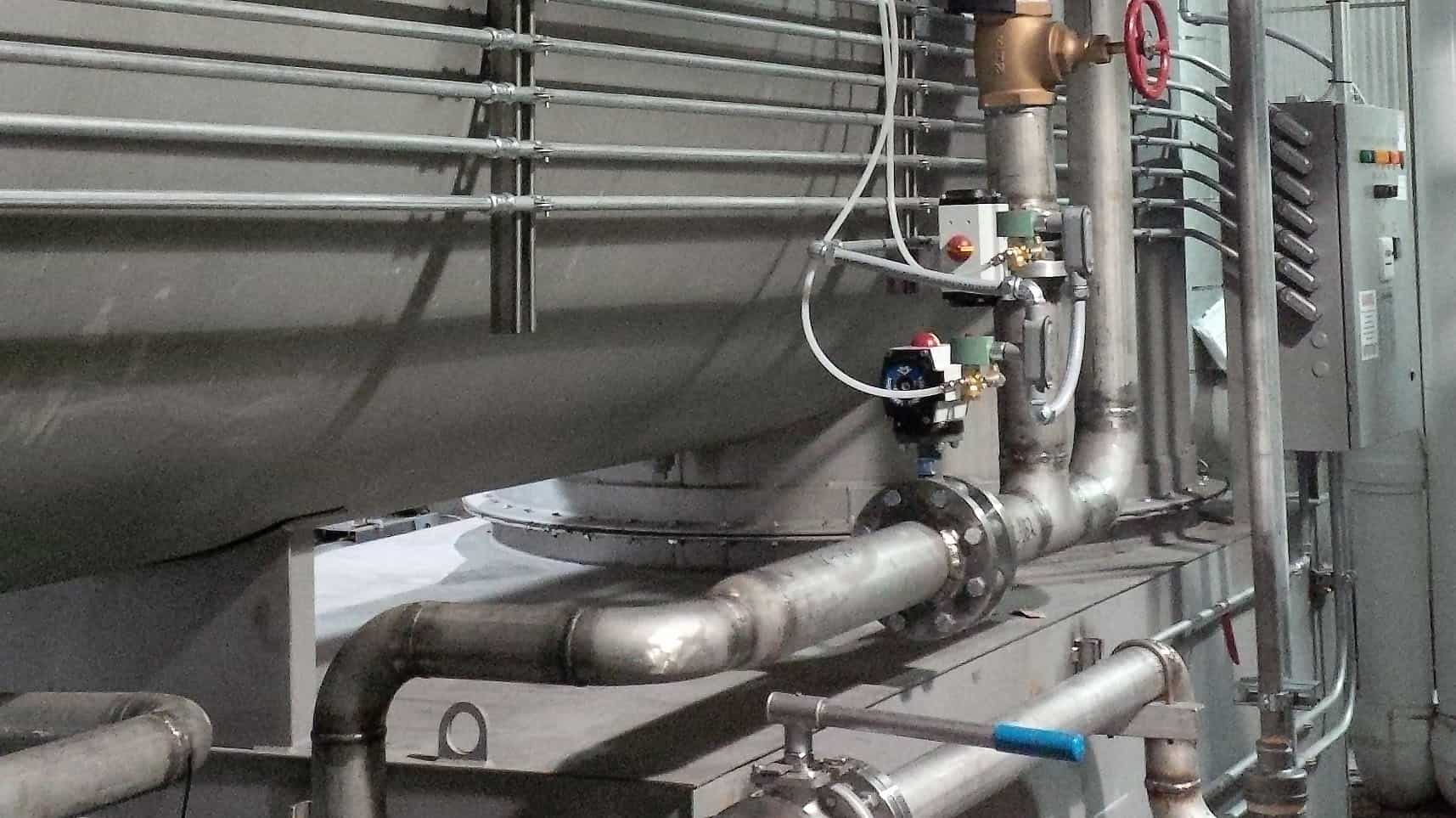
Based on their process requirements, we quickly determined that two smaller direct fired water heating systems would be the ideal solution for meeting the hot water demands currently supported by their existing boiler equipment. Featuring stainless steel construction, these natural gas-fired systems run off 575, 3-phase power and are fed from a 40°F cold water inlet.
Able to deliver 140°F at 60 psi on-demand, these systems, which feature integrated 200 and 175 gal water tanks, supply ample hot water and occupy much less space than the cumbersome boiler equipment they replaced. Rapid ROI has made these systems one of the customers most valued assets.
For more information about this project, or to discuss how a custom engineered direct contact water heating solution can save you money, contact us today.
Design/Engineering
Fabrication
Secondary:
Installation
Single Pass (on demand) Heating
Low Maintenance Heating
200°F (93°C) at 98% Efficiency
Discharge Pressure: 60 PSI